


青岛制造和只用机床的行业有很多,在维护和安装中经常会使用精密轴承,如常见的NSK 7205 7206 30tac62,当然SKF的更不用多说。那么精密轴承和普通轴承到底有什么不同?精密轴承怎么装配呢?
精密轴承按照ISO的分级标准分为:P0,P6,P5,P4,P2.等级依次增高,其中P0为普通精度,其他等级都是精密级别。当然,不同分级标准,不同类型的轴承,他们的分级方法有所不同的,但意义是一致的。精密轴承使用性能上要求旋转体具有高跳动精度、高速旋转及要求摩擦及摩擦变化小。
精密轴承按照ISO的分级标准分为:P0,P6,P5,P4,P2.等级依次增高,其中P0为普通精度,其他等级都是精密级别。当然,不同分级标准,不同类型的轴承,他们的分级方法有所不同的,但意义是一致的。精密轴承使用性能上要求旋转体具有高跳动精度、高速旋转及要求摩擦及摩擦变化小。
精密轴承与普通轴承的区分
精密轴承与普通轴承应从以下几点来进行区分:
1、尺寸要求值不一样,精度等级高的产品其尺寸偏差(内径、外径、椭圆等)都比精度等级低的产品要求的值要小;
2、旋转精度的要求值不一样,精度等级高的产品其旋转精度(内径向跳动、外径向跳动、端面对滚道的跳动等)都比精度等级低的产品要求的值要严;
3、表面形状和表面质量的要求值不一样,精度等级高的产品其表面形状和表面质量(滚道或沟道的表面粗糙度、圆形偏差、沟形偏差等)都比精度等级低的产品要求的值要严;
4、精度等级特别高的产品其材料要比一般精度等级的产品的材料性能更为有利。
一般情况下,滚动轴承成品的精度等级分为以下六个等级(由低到高):0、6、6X、5、4、2。

精密轴承对配件的要求
由于精密轴承本身的精度在1μm以内,因此要求与其相配机件(轴、轴承座、端盖、挡圈等)有很高尺寸精度和形状精度,特别是配合面精度要控制在与轴承相同的水平内,这一点至关紧要,而也最易被忽视。
必须还注意精密轴承的相配机件如果达不到上述要求,常使精密轴承在安装后发生比原轴承误差大数倍,甚至10倍以上的误差,完全不成其为精密轴承,原因是相配机件的误差往往不是简单地叠加到轴承的误差上,而是以不同的倍数放大后加上去的。
为了保证轴承在安装后不产生过大的变形,必须做到:
(1)轴与座孔的圆度以及挡肩的垂直度要按照轴承的相应精度来要求。
(2)既要精确计算旋转套圈配合的过盈量,也要精确计算固定套圈的合适配合量。
旋转套圈灼过盈量在可能范围内也宜取得较小。只要切实保证工作温度下的热膨胀影响,以及最高转速下的离心力影响,才不致造成紧配合表面的蠕动或滑动。固定套圈根据工作载荷大小和轴承尺寸,选取极小的间隙配合或过盈配合,过松或过紧都不利于保持原来精确的形状。
(3)轴承如在高速条件下运转,而且工作温度较高,应特别注意旋转套圈的配合不可过松,以防止出现偏心振动,以及固定套圈的配合不可出现间隙,以防止套圈在负荷下变形并激发振动。
(4)对固定圈采取小过盈配合的条件是相配表面双方都有很高形状精度和较小的粗糙度,否则造成安装困难而拆卸更难,此外,还需要考虑主轴热伸长的影响。
(5)使用成对双联角接触球轴承的主轴,多半载荷较轻,其配合过盈量如偏大,则其内部的轴向预紧量将显著偏大,造成不利影响。使用双列短圆柱滚子轴承的主轴以及圆锥滚子轴承的主轴,其载荷相对较大,所以其配合过盈也相对较大。

精密轴承的安装
精密滑动轴承的装配
(1)压入轴套法:根据轴套的尺寸和结合的过盈大小,可以用压入或敲入的方法装配。
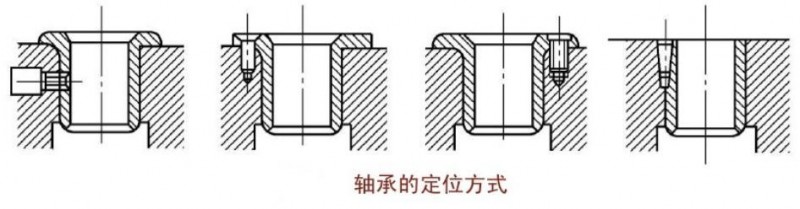
(2)轴套定位:在压入轴套之后,对负荷较重的滑动轴承的轴套还要用紧定螺钉或定位销等固定,见下图。
(3)轴套孔修整:对于整体的薄壁轴套,在压装后,内孔易发生变形,如内径缩小或成椭圆形,圆锥形等。
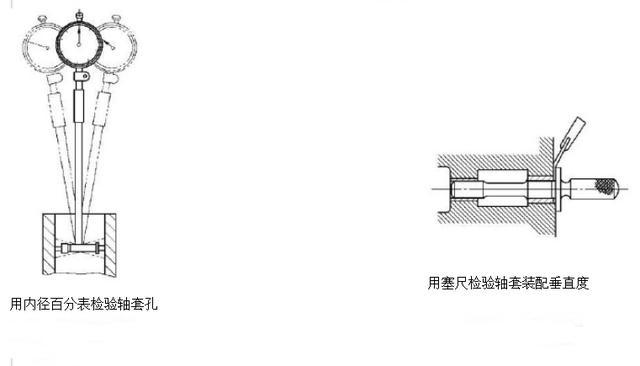
(4)轴套的检验 用内径百分表,见下图,在孔的两三处作相互垂直方向上的检验,可以测定轴套的圆柱度、锥度和尺寸。
精密滚动轴承的装配
1、滚动轴承配合的选择
1)当负荷方向不变时,转动套圈应比固定套圈的配合紧一些。
2)负荷越大,转速越高,并有振动和冲击时,配合应该越紧。
3)当轴承的旋转精度要求较高时,应采用较紧的配合,以借助于过盈量来减小轴承的原始游隙。
4)当轴承须考虑轴向游动时,外圈与壳体孔的配合应较松些。
5)轴承与空心轴的配合应较紧,以防轴的收缩而使配合松动。

2、滚动轴承的装配
滚动轴承装配前的准备工作
1)按所装配的轴承准备所需的工具和量具。
2)按图样要求检查与轴承相配的零件,如轴、外壳、端盖等表面是否有凹陷、毛刺、锈蚀和固体微粒。
3)用汽油或煤油清洗与轴承相配合的零件,并用干净的布仔细擦净,然后涂上一层薄油。
4)检查轴承型号与图样要求是否一致。
5)清洗轴承时,如轴承用防锈油封存的可用汽油或煤油清洗:如果用厚油和防锈脂防锈的轴承,可用轻质矿物油加热溶解清洗(油温不超过100℃),把轴承浸入油内,待防锈油脂溶化后即从油中取出,冷却后再用汽油或煤油清洗。

滚动轴承的装配方法
(1)圆柱孔轴承的装配
1)轴承内圈与轴过盈配合,外圈与壳体孔较松的配合时,可先将轴承装在轴上。
2)轴承外圈与壳体为过盈配合,内圈与轴较松配合时,可将轴承先压入壳体孔中。
3)轴承内圈与轴、外圈与壳体孔都是过盈配合时,装配套筒端面应制成能同时压紧轴承内、外圈端的圆环。
4)对角接触滚子轴承的装配,可因其内、外圈是分离的,先把内圈装入轴上,再把外圈装在壳体孔中,然后再调整游隙,如图6-16d所示。
(2)圆锥孔轴承的装配
可以直接装在有锥度的轴颈上,或装在紧定套和退卸套的锥面上。
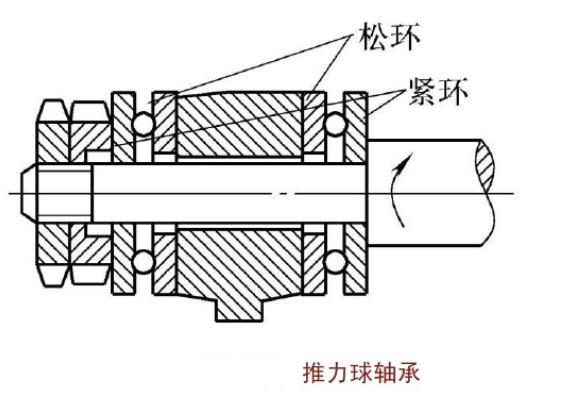
(3)推力球轴承的装配
应区分紧环与松环,由于松环的内孔比紧环的内孔大,装配时一定要使紧环靠在转动零件的平面上,松环靠在静止零件的平面上,如下图所示。
(4)滚动轴承的定向装配就是将主轴前后轴承内圈的偏心(径向圆跳动误差)和主轴锥孔中心线的误差值置于同一轴向截面内,并按一定的方向装配。
1)主轴前轴承的径向圆跳动量比后轴承的径向圆跳动量小。
2)前后两个轴承径向圆跳动量最大的方向置于同一轴向截面内,并位于旋转中心线的同一侧。
3)前后两个轴承径向圆跳动量最大的方向与主轴锥孔中心线的偏差方向相反。
精密轴承和普通轴承相比,精密在后厨性能上要求旋转体具有高跳动精度、高速旋转及要求摩擦及摩擦变化小。希望安装及维修保养中,根据技术来选择合适的轴承,以免在使用操作中遇到问题。
